Kinh nghiệm hay
Hướng dẫn hàn inox bằng máy hàn que và những thông tin cần biết
Hàn inox bằng máy hàn que không hề khó nếu biết chọn đúng que hàn và kỹ thuật. Đây là giải pháp tiết kiệm, dễ tiếp cận cho người mới bắt đầu. Cùng theo dõi bài viết sau để nhận được những thông tin hữu ích nhé!
1. Máy hàn que có hàn được inox không?
Nhiều người thường thắc mắc: “Máy hàn que có hàn được inox không?” Câu trả lời là CÓ. Thực tế, inox (thép không gỉ) vẫn có thể hàn bằng máy hàn que truyền thống nếu người thợ lựa chọn đúng loại que hàn và cài đặt thông số phù hợp.
Nguyên lý cơ bản là sử dụng hồ quang điện từ máy hàn que để nung chảy kim loại cơ bản và que hàn inox, tạo nên mối hàn liên kết bền chắc. Tuy nhiên, so với hàn thép thường, inox có đặc tính dẫn nhiệt kém và độ giãn nở cao, do đó dễ bị cong vênh hoặc thủng nếu dòng hàn quá lớn.
Chính vì vậy, khi hàn inox bằng máy hàn que, người thợ cần:
- Chọn que hàn inox chuyên dụng (ví dụ 308L, 309L, 316L).
- Giữ hồ quang ngắn để mối hàn tập trung, tránh bắn tóe.
- Điều chỉnh dòng hàn thấp hơn khi hàn thép thường.
Với những tấm inox có độ dày từ 2 mm trở lên, máy hàn que hoàn toàn đáp ứng tốt. Còn đối với inox quá mỏng (<1.5 mm), nên cân nhắc hàn TIG để đạt thẩm mỹ cao hơn.
Tham khảo: Cách chỉnh máy hàn que cho từng loại que hàn đúng kỹ thuật
2. Lựa chọn que hàn inox phù hợp
Để hàn inox bằng máy hàn que, việc chọn đúng loại que hàn inox là yếu tố quyết định đến chất lượng mối hàn. Khi lựa chọn, cần xem xét ba yếu tố chính: mác vật liệu – đường kính que – ký hiệu và lớp thuốc.
2.1. Chọn mác que theo vật liệu
Mỗi loại inox hoặc thép kết hợp sẽ có que hàn tiêu chuẩn riêng:
- Inox 304 ↔ 304 → dùng que hàn inox E308L-16 (chuẩn nhất cho thép không gỉ 18/8; ký hiệu “L” giúp giảm nứt do kết tủa cacbua).
- Inox 316 ↔ 316 → dùng que hàn inox E316L-16 (bổ sung molypden – Mo, tăng khả năng chống ăn mòn clorua, rất phù hợp môi trường biển và hóa chất).
- Inox ↔ thép đen hoặc khác mác → chọn que hàn inox E309L-16, que “dissimilar” tạo kim loại mối hàn dạng đệm, hạn chế nứt nóng.
- Inox 201 ↔ 201 → có thể dùng que hàn inox E308L-16; nhưng nếu 201 ↔ thép đen/khác mác, an toàn nhất vẫn là E309L-16.

2.2. Chọn đường kính que theo độ dày phôi
Đường kính que hàn quyết định độ ổn định hồ quang và khả năng kiểm soát nhiệt. Để mối hàn inox bằng máy hàn que chất lượng, bạn có thể tham khảo cách chọn đường kính que như sau:
- 0.8–1.2 mm → Ø2.0 mm (dễ điều khiển, hạn chế cháy cạnh).
- 1.2–2.0 mm → Ø2.5 mm (thông dụng nhất cho kết cấu mỏng–vừa).
- 2.0–3.0 mm → Ø3.2 mm (điền đầy nhanh, ao hàn nhỏ nếu tay vững).
- >3.0 mm → cân nhắc Ø3.2–4.0 mm, hoặc chuyển sang quy trình khác (như TIG) nếu cần thẩm mỹ cao.
2.3. Phân biệt ký hiệu và lớp thuốc bọc
- Ký hiệu “-16”: que bọc rutile, dùng được cả AC/DC+, hồ quang êm, xỉ dễ bong, bề mặt sáng đẹp → rất phù hợp cho thợ hàn đa tình huống.
- Dùng được cả AC/DC, nhưng nên ưu tiên DC+ (que dương) để mối hàn inox sáng hơn, ổn định hơn.

Tìm hiểu: Kỹ thuật hàn que cần biết
3. Hướng dẫn hàn inox bằng máy hàn que
Để hàn inox bằng máy hàn que đạt hiệu quả, người thợ cần nắm vững quy trình từ chuẩn bị đến hoàn thiện. Dưới đây là các bước cơ bản:
Bước 1: Chuẩn bị bề mặt
- Làm sạch mép hàn bằng bàn chải inox hoặc đá mài → loại bỏ dầu mỡ, bụi bẩn, gỉ sét.
- Tuyệt đối tránh dùng bàn chải thép thường (có thể gây nhiễm bẩn và gỉ sét inox).
- Vát mép nếu phôi dày >3 mm để tăng độ ngấu.
Bước 2: Chọn que hàn và chỉnh máy
- Chọn mác que phù hợp: 308L cho inox 304, 316L cho inox 316, 309L cho inox ↔ thép đen/khác mác.
- Chọn đường kính que theo độ dày phôi (Ø2.0 – Ø3.2 mm là phổ biến).
- Điều chỉnh dòng hàn thấp hơn 10–15% so với khi hàn thép thường để tránh thủng.
- Sử dụng DC+ (que cực dương) để hồ quang ổn định, mối sáng đẹp.

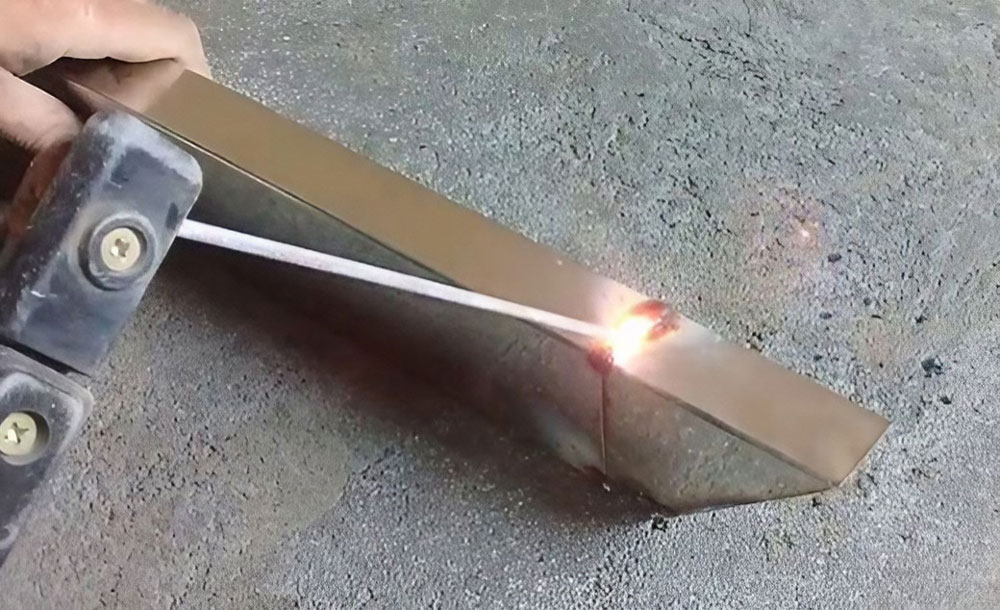
Bước 3: Thao tác hàn inox bằng máy hàn que
- Giữ hồ quang ngắn, que cách bề mặt khoảng 1–2 mm.
- Di chuyển đều tay, hạn chế weave (lắc) → nếu cần thì chỉ nhẹ ≤ 1.5× đường kính que.
- Với mối dài, nên hàn ngắt quãng và cho vật liệu nghỉ xen kẽ để giảm cong vênh.
- Luôn đánh sạch xỉ sau mỗi pass (lớp hàn) trước khi hàn tiếp.
Bước 4: Hoàn thiện mối hàn
- Sau khi hàn xong, làm sạch xỉ và cặn bằng bàn chải inox.
- Thực hiện passivation (dùng dung dịch tẩy gỉ & tái tạo lớp thụ động trên inox) để trả lại bề mặt sáng bóng, chống gỉ sét.
- Kiểm tra kỹ mối hàn: không nứt, không rỗ khí, bề mặt sáng, đều.
Mẹo để mối hàn inox bằng máy hàn que sáng đẹp
Để mối hàn inox bền, sáng và hạn chế cháy đen, thợ hàn cần lưu ý:
- Giữ hồ quang ngắn, chỉ cách bề mặt rất sát, và weave (lắc) thật nhẹ, tối đa ≤ 1.5 lần đường kính que.
- Giảm dòng hàn khi hàn mép mỏng, tránh thủng hoặc cong vênh.
- Với đoạn hàn dài, nên hàn ngắt quãng và làm mát xen kẽ, giúp kiểm soát biến dạng.
- Đánh sạch xỉ giữa các lớp (pass) để mối hàn ngấu đều và sáng hơn.
- Sau khi hàn xong, làm sạch và passivation (dùng dung dịch xử lý bề mặt inox) để “trả” lại màu sáng bóng đặc trưng.
Gợi ý: 5 Máy hàn que mini gia đình
4. Lưu ý quan trọng cho người mới bắt đầu

Khi mới tập hàn inox bằng máy hàn que, ngoài việc chọn đúng que và chỉnh máy chuẩn, thợ hàn cần lưu ý thêm các điểm sau:
An toàn khi hàn
- Luôn đeo kính hàn, găng tay cách nhiệt, quần áo bảo hộ để tránh tia hồ quang và kim loại bắn tóe.
- Làm việc ở nơi thoáng khí, hạn chế khói hàn tích tụ.
Điều kiện môi trường
- Tránh hàn inox ngoài trời có gió mạnh → hồ quang dễ bị tạt, mối hàn không ổn định.
- Nhiệt độ phôi thấp → nên hâm nóng nhẹ trước khi hàn để tránh nứt.
Kỹ thuật thao tác khi hàn inox
- Giữ hồ quang ngắn và ổn định.
- Khi hàn mép mỏng, cần giảm dòng hàn và thao tác nhanh tay để không thủng.
- Với mối dài, hàn ngắt quãng + làm mát xen kẽ để hạn chế cong vênh.
Sau khi hàn inox bằng máy hàn que
- Luôn đánh sạch xỉ và cặn bẩn trên mối hàn.
- Thực hiện passivation để tái tạo lớp bảo vệ inox, giúp mối hàn sáng đẹp và chống gỉ.
5. So sánh hàn que – TIG – MIG cho inox
| Tiêu chí | Hàn que (SMAW) | Hàn TIG (GTAW) | Hàn MIG (GMAW) |
| Chi phí đầu tư | Thấp, máy gọn nhẹ | Cao hơn, cần khí Argon | Cao nhất, cần cả máy + bình khí + dây hàn |
| Độ khó thao tác | Trung bình, dễ học | Khó, đòi hỏi kỹ thuật cao | Trung bình – cần chỉnh máy chuẩn |
| Độ dày phù hợp | >1.5 mm trở lên | Mỏng đến dày, linh hoạt | Dày vừa đến dày lớn, sản xuất hàng loạt |
| Thẩm mỹ mối hàn | Trung bình, dễ bị đen, cần vệ sinh | Cao, sáng bóng, ít bắn tóe | Tốt, ít xỉ, sáng hơn hàn que |
| Tốc độ/Năng suất | Trung bình | Chậm | Nhanh nhất, phù hợp công nghiệp |
| Khả năng hàn ngoài trời | Tốt, ít phụ thuộc khí | Kém, gió tạt khí dễ hỏng mối | Hạn chế, cần khí bảo vệ |
| Ứng dụng điển hình | Công trình dân dụng, cơ khí nhỏ | Nội thất inox, thiết bị y tế, thực phẩm | Sản xuất công nghiệp, kết cấu hàng loạt |
Với đúng que hàn và thao tác chuẩn, hàn inox bằng máy hàn que cho mối hàn đẹp, bền. Liên hệ ngay jasic.com.vn để chọn máy hàn que chất lượng và que hàn inox phù hợp nhất.