Kinh nghiệm hay
Tìm hiểu các phương pháp hàn kim loại hiện nay
Trong ngành cơ khí chế tạo, các phương pháp hàn là công nghệ then chốt để tạo nên những mối nối bền vững giữa kim loại. Tùy vào loại vật liệu, độ dày, môi trường làm việc và yêu cầu sản phẩm, mỗi phương pháp hàn sẽ có ưu điểm, hạn chế và phạm vi ứng dụng riêng.
Bài viết này tổng hợp chi tiết 6 phương pháp hàn kim loại phổ biến nhất hiện nay, giúp bạn nắm được những thông tin quan trọng nhất. Cụ thể bao gồm các phương pháp: SMAW, GMAW, FCAW, GTAW, Laser Welding và SAW. Cùng theo dõi nhé!
1. Phương pháp hàn SMAW (Hàn que/Hàn điện)

Vật liệu có thể hàn: Hầu hết các kim loại: Thép cacbon, thép không gỉ, kim loại và hợp kim màu (nhôm, đồng, nikel), kim loại hoạt tính cao, thép dụng cụ,…
Ưu điểm của phương pháp hàn que
- Hàn được hầu hết kim loại: thép cacbon, thép không gỉ, hợp kim màu (nhôm, đồng, nikel), kim loại hoạt tính cao, thép dụng cụ.
- Linh hoạt, có thể hàn trong nhiều môi trường khác nhau.
- Độ linh động rất tốt, thiết bị gọn, dễ di chuyển.
- Không cần khí bảo vệ.
- Thiết bị đầu tư ban đầu thấp (từ 1.000.000 VNĐ), chi phí sử dụng thấp.
Nhược điểm của phương pháp hàn que
- Khả năng tự động hóa không có.
- Tốc độ hàn thấp, năng suất đắp thấp (khoảng 1 kg/h).
- Yêu cầu thợ hàn có trình độ cao, phải thực hiện nhiều thao tác điều khiển que.
- Mối hàn nhiều xỉ, chất lượng trung bình, độ ngấu trung bình.
- Nhiệt lượng mối hàn cao, gây biến dạng lớn.
- Vệ sinh sau hàn tốn nhiều công.
- Hiệu quả kinh tế thấp.
Ứng dụng của phương pháp hàn que
- Máy hàn que được sử dụng hàn kết cấu thép, bình bồn áp lực, đóng tàu.
- Phổ biến trong sản phẩm dân dụng và công nghiệp, đặc biệt cho các công việc hàn lắp ráp, đính gá.
2. Phương pháp hàn GMAW (Hàn MIG/MAG)

Vật liệu có thể hàn: Hầu hết các kim loại: Thép cacbon, thép không gỉ, kim loại và hợp kim màu (nhôm, đồng, nikel), kim loại hoạt tính cao, thép dụng cụ,…
Ưu điểm của phương pháp hàn MIG/MAG
- Hàn được nhiều loại kim loại: thép cacbon, thép không gỉ, hợp kim màu (nhôm, đồng, nikel), kim loại hoạt tính cao, thép dụng cụ.
- Mối hàn có tính thẩm mỹ cao, chất lượng tốt, có thể hàn liên tục mối dài.
- Ít xỉ hàn, giảm công đoạn vệ sinh.
- Hàn tốt cả vật liệu mỏng (< 3 mm) và dày (> 3 mm).
- Khả năng tự động hóa rất tốt, phù hợp với thiết bị tự động và robot.
- Năng suất đắp cao, hiệu quả kinh tế cao.
Nhược điểm của phương pháp hàn MIG/MAG
- Chỉ phù hợp trong nhà xưởng hoặc môi trường có che chắn.
- Độ linh động trung bình, cần di chuyển nhiều thiết bị.
- Bắt buộc dùng khí bảo vệ (CO₂, Argon hoặc hỗn hợp).
- Nhiệt lượng cao, gây biến dạng lớn.
- Tốc độ hàn bằng tay ở mức trung bình.
- Độ ngấu mối hàn chỉ trung bình.
- Yêu cầu người vận hành có kiến thức cơ bản về hàn.
- Cần bảo hộ an toàn cơ bản: găng tay, mỏ hàn, khẩu trang.
- Chi phí đầu tư ban đầu trung bình (từ khoảng 5.000.000 VNĐ), chi phí sử dụng trung bình.
Ứng dụng của phương pháp hàn MIG/MAG
- Máy hàn MIG/MAG ứng dụng trong công nghiệp dân dụng và công nghiệp nặng: ô tô, hàng không vũ trụ, bình bồn áp lực, kết cấu thép, đóng tàu, năng lượng.
- Đây là phương pháp được sử dụng phổ biến nhất trong sản xuất công nghiệp.
3. Phương pháp hàn FCAW (Hàn CO2, hàn dây lõi thuốc)

Vật liệu có thể hàn: Chủ yếu dùng với thép và thép không gỉ
Ưu điểm của phương pháp hàn FCAW
- Chủ yếu dùng cho thép và thép không gỉ.
- Hàn được vật liệu dày (> 3 mm) tốt.
- Mối hàn thẩm mỹ, chất lượng tốt, có thể hàn liên tục các mối dài.
- Độ ngấu cao hơn MIG/MAG.
- Năng suất đắp cao hơn MIG/MAG.
- Nếu sử dụng FCAW-S có thể hàn mà không cần khí bảo vệ.
- Hiệu quả kinh tế cao.
Nhược điểm của phương pháp hàn FCAW
- Chỉ thích hợp từ độ dày vật liệu khoảng 5 mm trở lên, hàn vật liệu mỏng (< 3 mm) kém.
- Tốc độ hàn tay trung bình, khả năng tự động hóa chỉ ở mức trung bình (chủ yếu kết hợp rùa hàn, ít dùng robot).
- Mỗi lần hàn đều tạo xỉ, cần làm sạch nhiều.
- Nhiệt lượng cao hơn MIG/MAG, gây biến dạng lớn.
- Thiết bị cồng kềnh, độ linh động trung bình.
- An toàn sử dụng chỉ ở mức trung bình, đòi hỏi bảo hộ đầy đủ.
- Chi phí đầu tư ban đầu tương tự MIG/MAG, chi phí sử dụng trung bình.
Ứng dụng của phương pháp hàn FCAW
- Ngành dân dụng và công nghiệp: ô tô, hàng không vũ trụ, bình bồn áp lực, kết cấu thép, đóng tàu, năng lượng.
4. Phương pháp hàn GTAW (Hàn TIG)

Vật liệu có thể hàn: Thép cacbon, thép không gỉ, kim loại và hợp kim màu (nhôm, đồng, nikel),… (Chủ yếu dùng cho thép, thép không gỉ)
Ưu điểm của phương pháp hàn TIG
- Hàn được nhiều loại kim loại: thép cacbon, thép không gỉ, hợp kim màu (nhôm, đồng, nikel)… (thường dùng nhiều cho thép và thép không gỉ).
- Hàn tốt với vật liệu mỏng (< 3 mm). Chất lượng mối hàn cao, thẩm mỹ đẹp, độ ngấu tốt. Ít phải vệ sinh sau hàn. Có thể hàn với hoặc không cần que bù. Khả năng linh động tốt, chỉ cần thêm một bình khí nhỏ. Khả năng tự động hóa tốt, đặc biệt trong hàn ống và ứng dụng robot.
Nhược điểm của phương pháp hàn TIG
- Hàn vật liệu dày (> 3 mm) chỉ ở mức trung bình.
- Tốc độ hàn bằng tay thấp, năng suất đắp thấp.
- Yêu cầu tay nghề thợ hàn rất cao, đòi hỏi thời gian học tập và rèn luyện nhiều.
- Nhiệt lượng cao, dễ gây biến dạng lớn.
- An toàn sử dụng trung bình, cần bảo hộ cơ bản (găng tay, mỏ hàn…).
- Chi phí thiết bị ban đầu và chi phí sử dụng ở mức trung bình (từ 5.000.000 VNĐ).
- Hiệu quả kinh tế trung bình.
Ứng dụng của phương pháp hàn TIG
- Máy hàn TIG được dùng trong dân dụng và công nghiệp: chế tạo ô tô, bình bồn áp lực, hàng không vũ trụ, năng lượng.
- Đặc biệt phù hợp cho các ứng dụng yêu cầu mối hàn chất lượng cao và tính thẩm mỹ.
Xem thêm: Máy hàn TIG nhôm AC DC
5. Phương pháp hàn Laser (Laser Welding/LW)
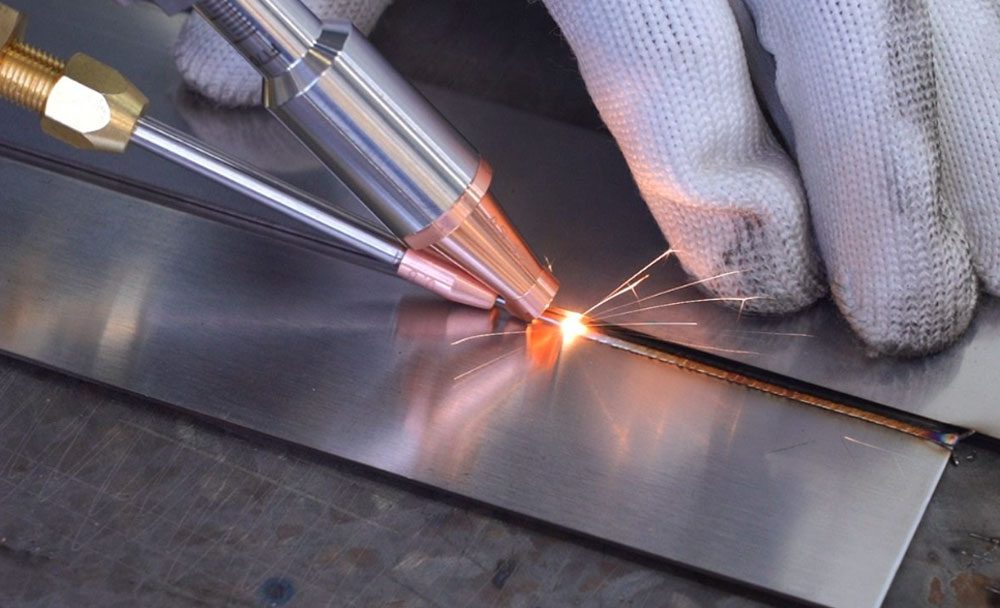
Vật liệu có thể hàn: Chủ yếu cho thép cacbon, thép không gỉ, nhôm và hợp kim, có thể hàn đồng, thép mạ kẽm và các kim loại đặc biệt.
Ưu điểm của phương pháp hàn laser
- Hàn được nhiều loại vật liệu: thép cacbon, thép không gỉ, nhôm và hợp kim, đồng, thép mạ kẽm và một số kim loại đặc biệt.
- Đặc biệt hiệu quả với vật liệu mỏng (< 3 mm). Tốc độ hàn cao, có thể áp dụng với thợ hàn phổ thông, không yêu cầu tay nghề cao. Mối hàn có tính thẩm mỹ cao, ít cần vệ sinh sau hàn. Nhiệt lượng sinh ra thấp, biến dạng nhiệt nhỏ. An toàn khi sử dụng. Hiệu quả kinh tế cao trong các ứng dụng phù hợp.
Nhược điểm của phương pháp hàn laser
- Khả năng hàn với vật liệu dày (> 3 mm) kém.
- Thiết bị có kích thước nặng, khả năng linh động trung bình.
- Năng suất đắp thấp.
- Độ ngấu mối hàn kém.
- Chi phí thiết bị ban đầu rất cao.
- Chi phí sử dụng cũng cao, đòi hỏi đầu tư đáng kể.
- Khả năng tự động hóa chỉ ở mức trung bình.
Ứng dụng của phương pháp hàn laser
- Máy hàn laser được sử dụng trong nhiều lĩnh vực công nghiệp và dân dụng: chế tạo ô tô, hàng không vũ trụ, điện tử, trang sức,…
- Đặc biệt phù hợp với các sản phẩm yêu cầu mối hàn có độ chính xác, thẩm mỹ và chất lượng bề mặt cao.
6. Phương pháp hàn SAW (Hàn hồ quang chìm)

Vật liệu có thể hàn: Hầu hết các kim loại: Thép cacbon, thép không gỉ, kim loại và hợp kim màu (nhôm, đồng, nikel), kim loại hoạt tính cao, thép dụng cụ,…
Ưu điểm của phương pháp hàn hồ quang chìm
- Hàn được hầu hết các kim loại: thép cacbon, thép không gỉ, hợp kim màu, kim loại hoạt tính cao, thép dụng cụ,…
- Đặc biệt hiệu quả với vật liệu dày (từ 8 mm trở lên), càng dày thì hiệu quả càng cao.
- Khả năng tự động hóa rất tốt, có thể kết hợp với rùa hàn, cổng hàn hoặc robot hàn.
- Năng suất đắp cực cao, đạt từ 6 kg/h trở lên.
- Mối hàn có độ thẩm mỹ cao, có thể hàn liên tục mối dài và rất dài.
- An toàn cho thợ hàn vì ít bị ảnh hưởng trực tiếp bởi hồ quang.
- Độ ngấu mối hàn lớn, có thể đạt trên 10 mm tùy công nghệ.
- Hiệu quả kinh tế cao trong các ứng dụng công nghiệp nặng.
Nhược điểm của phương pháp hàn hồ quang chìm
- Khả năng linh động kém, thường chỉ cố định trong một khu vực làm việc.
- Không hàn được vật liệu mỏng, với < 3 mm hầu như không thể do lượng nhiệt lớn gây cháy thủng.
- Biến dạng nhiệt lớn nhất trong các phương pháp hàn.
- Cần vệ sinh lớp xỉ hàn sau mỗi lần hàn (dù dễ bong, chỉ cần gạt nhẹ).
- Chi phí thiết bị ban đầu rất cao, khoảng từ 100 triệu VNĐ.
- Thường chỉ phù hợp trong nhà xưởng, ít dùng ngoài công trường.
Ứng dụng của phương pháp hàn hồ quang chìm
- Máy hàn hồ quang chìm được sử dụng nhiều trong công nghiệp nặng: kết cấu thép, đóng tàu, năng lượng, chế tạo bình bồn áp lực,…
- Thích hợp cho các sản phẩm, kết cấu kim loại lớn, yêu cầu mối hàn sâu, dài và chất lượng cao.
7. So sánh các phương pháp hàn kim loại hiện nay
| Tên phương pháp hàn | SMAW | GMAW | FCAW | GTAW | Laser Welding | SAW |
| Khả năng linh động | Rất tốt | Trung bình, cần di chuyển nhiều thiết bị | Trung bình, cần di chuyển nhiều thiết bị | Tốt, cần thêm 1 bình khí nhỏ | Trung bình, thiết bị nặng | Kém, thường cố định 1 khu vực làm việc |
| Sử dụng khí bảo vệ | Không | Có, khí chuyên biệt cho hàn: CO2, Ar, Ar trộn | CO2, nếu hàn FCAW-S thì không cần sử dụng khí hàn | Có, khí trơ Ar, Heli | Có | Không |
| Loại vật liệu bù | Que bù, đường kính từ 1.6 – 6.0 mm | Dây trần, đường kính từ 0.8 – 1.6 mm | Dây lõi thuốc, đường kính từ 1.2 mm | Que bù, đường kính 1.6 – 4 mm (có thể không sử dụng) | Dây trần, 0.8 – 1.6 (có thể không sử dụng) | Gồm dây hàn và thuốc hàn: Dây hàn đặc 1.6 – 6.0 (Chủ yếu 2.4 -3.2 – 4.0) |
| Độ dày vật liệu | Hàn được với các loại độ dày, phổ biến từ 1mm trở lên (hàn chấm) | Hàn được với các loại độ dày, phổ biến từ 1mm trở lên | Chủ yếu từ 5 mm trở lên | Hàn được với các loại độ dày | Hàn với các vật liệu mỏng, trung bình dưới 5mm | Từ 8mm trở lên |
| Khả năng hàn với vật liệu < 3 mm | Trung bình | Tốt | Kém | Tốt | Tốt | Rất khó hàn, lượng nhiệt lớn gây cháy thủng |
| Khả năng hàn với vật liệu > 3 mm | Trung bình | Tốt | Tốt | Trung bình | Kém | Hàn tốt từ 8mm trở lên, càng dày càng hiệu quả |
| Khả năng tự động hóa | Không | Rất tốt, gồm các thiết bị tự động hóa và robot | Trung bình, thường hàn tay và kết hợp rùa hàn, ít sử dụng với robot | Tốt, chủ yếu cho thiết bị tự động trong hàn ống và robot | Trung bình | Rất tốt, có thể kết hợp rùa hàn, cổng hàn, robot hàn |
| Tốc độ hàn với tay người | Thấp | Trung bình | Trung bình | Thấp | Cao | |
| Yêu cầu trình độ thợ hàn | Cao, đòi hỏi thợ thợ hàn thực hiện nhiều di chuyển que hàn | Trung bình, đòi hỏi có kiến thức cơ bản về hàn để vận hành | Trung bình | Rất cao, đòi hỏi thợ hàn học tập và rèn luyện nhiều | Không yêu cầu, có thể sử dụng với thợ hàn phổ thông | Trung bình, đòi hỏi có kiến thức cơ bản về hàn để vận hành |
| Năng suất đắp | Thấp, khoảng 1kg/hour | Cao | Cao hơn hàn MIG/MAG | Thấp | Thấp | Rất cao, từ 6kg/h trở lên |
| An toàn sử dụng | Trung bình | Trung bình, đòi hỏi có bảo hộ cơ bản: găng tay, mo hàn, khẩu trang bảo hộ tốt | Trung bình, đòi hỏi có bảo hộ cơ bản: găng tay, mo hàn, khẩu trang bảo hộ tốt | Trung bình, đòi hỏi có bảo hộ cơ bản: găng tay, mo hàn,… | An toàn | An toàn, ít có ảnh hưởng bởi hồ quang hàn |
| Chất lượng mối hàn |
|
|
|
|
|
|
| Nhiệt lượng mói hàn | Cao | Cao | Cao hơn hàn MIG/MAG | Cao | Thấp | Cao |
| Biến dạng nhiệt | Lớn | Lớn | Lớn | Lớn | Thấp | Lớn nhất |
| Vệ sinh sau hàn | Nhiều | Trung bình: Với các công nghệ hàn thường có bắn tóe cần vệ sinh nhiều, các công nghệ hàn giảm bắn tóe có thể không cần vệ sinh | Nhiều, cần đánh lớp xỉ hàn | ít | Ít | Trung bình, với xỉ hàn dễ bong chỉ cần gạt nhẹ là sạch |
| Độ ngấu mối hàn | Trung bình | Trung bình | Cao hơn hàn MIG/MAG | Trung bình | Thấp | Cao, có thể ngấu trên 10mm tùy công nghệ |
| Chi phí sử dụng thiết bị | Thấp | Trung bình | Trung bình | Trung bình | Cao | Trung bình |
| Hiệu quả kinh tế | Thấp | Cao | Cao | Trung bình | Cao | Cao |
8. Lưu ý để chọn phương pháp hàn kim loại phù hợp
Giữa các phương pháp hàn kim loại hiện nay, bạn cần xem xét các yếu tố sau để lựa chọn phương pháp hàn phù hợp, đảm bảo hiệu quả về chất lượng, chi phí và tính ứng dụng.
Loại vật liệu cần hàn
- Nếu hàn thép dày (≥ 8 mm): nên chọn SAW để đạt hiệu quả cao và mối hàn sâu.
- Nếu hàn vật liệu mỏng (< 3 mm): ưu tiên GTAW (TIG), GMAW (MIG/MAG) hoặc Laser Welding để tránh cháy thủng.
- Nếu hàn thép không gỉ, nhôm, hợp kim màu: các phương pháp GTAW và GMAW cho chất lượng tốt.
Độ dày vật liệu
- Vật liệu mỏng: GTAW, Laser Welding.
- Vật liệu trung bình: GMAW, FCAW.
- Vật liệu dày: SAW, FCAW.
Yêu cầu về chất lượng và thẩm mỹ mối hàn
- Muốn mối hàn đẹp, ít phải vệ sinh: GTAW hoặc Laser Welding.
- Yêu cầu thẩm mỹ trung bình, tốc độ nhanh: GMAW hoặc FCAW.
- Không yêu cầu quá cao về thẩm mỹ, chấp nhận nhiều xỉ: SMAW hoặc SAW.

Mức độ tự động hóa
- Cần sản xuất công nghiệp, khối lượng lớn: ưu tiên GMAW, SAW, hoặc FCAW vì dễ tự động hóa.
- Các công việc linh động, dân dụng: SMAW là lựa chọn phổ biến.
Chi phí đầu tư và vận hành
- Ngân sách thấp: SMAW (chi phí thiết bị ban đầu rẻ nhất).
- Ngân sách trung bình: GMAW, FCAW, GTAW.
- Ngân sách cao, yêu cầu công nghệ hiện đại: Laser Welding, SAW.
Môi trường làm việc
- Ngoài công trường: SMAW hoặc FCAW (chịu được điều kiện môi trường tốt hơn).
- Trong nhà xưởng, có che chắn: GMAW, GTAW, Laser Welding, SAW.
Mỗi phương pháp hàn đều có ưu & nhược điểm riêng, phù hợp với từng loại vật liệu, độ dày và yêu cầu sản phẩm khác nhau. Việc nắm rõ đặc điểm, phạm vi ứng dụng, cũng như các yếu tố ảnh hưởng đến chất lượng và chi phí sẽ giúp kỹ sư, thợ hàn và doanh nghiệp lựa chọn được công nghệ hàn tối ưu nhất.
Với bài viết của Jasic về các phương pháp hàn kim loại hiện này, chúc bạn chọn đúng phương pháp hàn giúp đảm bảo độ bền, tính thẩm mỹ của mối hàn cũng như năng suất, chi phí và hiệu quả kinh tế.