Kinh nghiệm hay
Hướng dẫn sử dụng cobot hàn Jasic đúng kỹ thuật
Hướng dẫn sử dụng cobot hàn Jasic giúp người vận hành nắm rõ quy trình đấu nối, calib tool, dạy điểm và chạy chương trình hàn tự động. Khi thực hiện đúng kỹ thuật, cobot hàn có thể hỗ trợ xưởng cơ khí nâng cao độ ổn định mối hàn, giảm phụ thuộc vào tay nghề thủ công và tối ưu năng suất trong sản xuất thực tế.
Cobot hàn Jasic là giải pháp robot cộng tác hàn được thiết kế để hỗ trợ doanh nghiệp tự động hóa công đoạn hàn theo hướng linh hoạt hơn robot công nghiệp truyền thống. Theo thông tin từ Jasic, cánh tay cobot JRF-C5 có thể tương thích với nhiều loại nguồn hàn, hỗ trợ hàn đường thẳng, đường cong, hàn góc và cho phép người vận hành kéo tay cobot để dạy điểm mà không cần lập trình phức tạp.
Bài viết dưới đây sẽ hướng dẫn quy trình sử dụng cobot hàn Jasic theo từng bước: nhận diện bộ phận, đấu nối hệ thống, thực hiện calib tool, thiết lập chương trình hàn đường thẳng, hàn đường cong và các lưu ý quan trọng khi vận hành.
1. Cobot hàn Jasic là gì?
Cobot hàn Jasic là hệ thống robot cộng tác dùng để tự động hóa quá trình hàn trong xưởng cơ khí. Thiết bị kết hợp cánh tay cobot, nguồn hàn, tay dạy, tủ điều khiển, gá súng hàn và phần mềm điều khiển để tạo ra các đường hàn lặp lại theo chương trình đã thiết lập.
Khác với robot hàn công nghiệp truyền thống thường cần khu vực làm việc riêng và hàng rào bảo vệ, cobot hàn Jasic hướng đến khả năng làm việc linh hoạt trong không gian sản xuất có con người. Theo Jasic, cobot JRF-C5 có kích thước nhỏ nhẹ, dễ di chuyển, hỗ trợ nhiều biên dạng hàn và có thể chia sẻ không gian làm việc với người vận hành trong điều kiện phù hợp.

Cobot hàn Jasic phù hợp với các xưởng cơ khí vừa và nhỏ vì dễ triển khai, không yêu cầu dây chuyền cố định và có thể thay đổi vị trí làm việc linh hoạt. Người vận hành có thể dạy điểm bằng thao tác kéo tay, giúp quá trình thiết lập đường hàn trực quan hơn so với lập trình robot công nghiệp truyền thống.
Một số ưu điểm chính gồm:
- Dễ lập trình và dễ vận hành.
- Phù hợp với thợ hàn chưa có kinh nghiệm robot.
- Giảm phụ thuộc vào tay nghề thủ công.
- Hỗ trợ ổn định chất lượng mối hàn lặp lại.
- Linh hoạt khi thay đổi sản phẩm hoặc vị trí hàn.
- Phù hợp với xưởng cơ khí có mặt bằng hạn chế.
Theo danh mục sản phẩm Jasic tại Việt Nam, các trạm cobot hàn Jasic có thể kết nối đồng bộ với nguồn hàn Jasic, cho phép cobot điều khiển trực tiếp thông số nguồn hàn, lưu trữ và thay đổi thông số trong quá trình vận hành.
2. Cần chuẩn bị gì trước khi sử dụng cobot hàn Jasic?
Trước khi sử dụng cobot hàn Jasic, người vận hành cần kiểm tra đầy đủ thiết bị, nguồn điện, nguồn hàn, dây tín hiệu, gá súng, tay dạy, hộp điều khiển và khu vực làm việc. Bước chuẩn bị đúng giúp hạn chế lỗi đấu nối, sai TCP, hàn lệch đường hoặc va chạm trong quá trình chạy chương trình.
2.1. Kiểm tra các bộ phận chính của cobot hàn Jasic
Trước khi đấu nối, người vận hành cần nhận diện đúng các bộ phận chính của hệ thống cobot. Theo nội dung bạn cung cấp, một cấu hình cobot hàn Jasic có thể bao gồm cánh tay cobot, đế từ nam châm, tủ điều khiển, màn hình máy tính, dây nguồn, bộ remote, hộp vận hành, dây tín hiệu, gá súng Arctec 3550, button box, bộ tinh chỉnh vị trí và tay dạy cobot.

Bảng dưới đây giúp người vận hành dễ kiểm tra trước khi lắp đặt cobot hàn:
| Bộ phận | Vai trò chính |
| Cánh tay cobot | Di chuyển mỏ hàn theo quỹ đạo đã dạy điểm |
| Tủ điều khiển | Điều khiển chuyển động và tín hiệu của cobot |
| Tay dạy cobot | Thiết lập TCP, dạy điểm và kiểm soát chương trình |
| Hộp Start/Stop/Dừng khẩn | Chạy, dừng hoặc ngắt khẩn cấp chương trình |
| Gá súng hàn | Cố định súng MIG hoặc đầu hàn theo đúng vị trí |
| Bộ tinh chỉnh vị trí | Căn chỉnh mỏ hàn khi cần dịch chuyển nhỏ |
| Dây tín hiệu | Kết nối cobot, tủ điều khiển và thiết bị ngoại vi |
| Nguồn hàn | Cung cấp dòng hàn, điện áp và chế độ hàn |
2.2. Kiểm tra an toàn trước khi vận hành
Trước khi chạy cobot hàn Jasic, người vận hành cần kiểm tra khu vực hàn, dây điện, dây khí, dây mass, vị trí phôi và nút dừng khẩn cấp. Đây là bước cần bổ sung vào bài vì nội dung hướng dẫn hiện tại tập trung nhiều vào thao tác kỹ thuật, nhưng chưa nhấn mạnh đủ về an toàn vận hành.
Người vận hành nên kiểm tra các điểm sau:
- Khu vực hàn không có vật cản trong vùng di chuyển của cobot.
- Dây nguồn, dây tín hiệu và dây hàn không bị vướng vào cánh tay cobot.
- Súng hàn được lắp chắc chắn trên gá súng.
- Phôi hàn được cố định bằng đồ gá hoặc kẹp phù hợp.
- Dây mass được kẹp đúng vị trí.
- Khí bảo vệ được cấp đủ và không rò rỉ.
- Nút dừng khẩn cấp hoạt động bình thường.
- Người vận hành sử dụng đầy đủ kính hàn, găng tay, áo bảo hộ và thiết bị hút khói nếu cần.
Cobot có thể hỗ trợ làm việc gần con người, nhưng quá trình hàn vẫn phát sinh hồ quang, khói hàn, nhiệt, tia UV và kim loại nóng chảy. Vì vậy, an toàn hàn cần được xem là yêu cầu bắt buộc, không phải tùy chọn.
3. Hướng dẫn đấu nối cobot hàn Jasic với nguồn hàn
Đấu nối cobot hàn Jasic là bước kết nối cánh tay cobot với tủ điều khiển, tay dạy, màn hình, bộ remote, gá súng và nguồn hàn. Nếu đấu nối đúng, hệ thống sẽ sẵn sàng cho bước calib tool và thiết lập chương trình hàn tự động.
3.1. Kết nối cánh tay cobot với tủ điều khiển
- Người vận hành sử dụng dây tín hiệu để kết nối cánh tay cobot với tủ điều khiển. Khi cắm dây, cần kiểm tra đúng vị trí giắc, đúng chiều kết nối và tránh để dây bị kéo căng trong quá trình cánh tay di chuyển.
- Dây tín hiệu là thành phần quan trọng vì truyền lệnh điều khiển giữa cobot và tủ điều khiển. Nếu dây cắm sai, lỏng hoặc tiếp xúc kém, cobot có thể không nhận lệnh hoặc báo lỗi khi khởi động.
3.2. Lắp tay dạy cobot vào bộ điều khiển
- Tay dạy cobot được lắp vào bộ điều khiển để người vận hành thiết lập chương trình, calib TCP và điều khiển chuyển động. Theo hướng dẫn bạn gửi, khi cắm tay dạy, mặt có chữ trên giắc cắm cần hướng lên trên để đảm bảo đúng chiều kết nối.
- Sau khi lắp tay dạy, người vận hành nên kiểm tra màn hình giao diện, tín hiệu kết nối và các nút điều khiển cơ bản. Nếu tay dạy không nhận tín hiệu, cần kiểm tra lại giắc cắm, nguồn cấp và dây kết nối.
3.3. Lắp màn hình máy tính và dây nguồn
- Màn hình máy tính được sử dụng để hiển thị giao diện điều khiển, phần mềm vận hành hoặc trạng thái chương trình. Người vận hành cần cắm giắc dây nguồn vào màn hình, đầu còn lại kết nối với nguồn điện 220V, sau đó sử dụng dây tín hiệu kết nối từ máy tính đến cầu đấu.
- Bước này cần thực hiện gọn dây và tránh đặt dây tại khu vực có tia lửa hàn. Dây nguồn và dây tín hiệu nên được cố định để không bị va chạm trong quá trình vận hành.
3.4. Kết nối bộ remote với tủ điều khiển
- Bộ remote được kết nối với tủ điều khiển thông qua cầu đấu. Trên mỗi dây tín hiệu thường có ký tự mã hóa, người vận hành cần đấu đúng theo sơ đồ tài liệu kỹ thuật đi kèm.
- Không nên đấu dây theo kinh nghiệm hoặc phỏng đoán vì sai tín hiệu có thể khiến Start, Stop hoặc Dừng khẩn không hoạt động đúng. Sau khi đấu nối, cần kiểm tra từng nút chức năng trước khi cho cobot chạy chương trình thật.
3.5. Lắp gá súng và súng hàn vào đầu cobot
- Người vận hành dùng ốc M6 để lắp bộ gá súng vào đầu cobot, sau đó lắp súng hàn vào gá súng. Theo nội dung bạn gửi, bộ gá súng được lắp vào đầu cobot bằng 4 ốc M6, sau khi máy hàn MIG đã được lắp đặt theo quy trình thông thường.
- Khi lắp súng hàn, cần đảm bảo súng không bị lệch, không rung và không chạm vào thân cobot trong quá trình di chuyển. Góc súng hàn cần phù hợp với kiểu mối hàn, vật liệu và tư thế hàn thực tế.
4. Hướng dẫn calib tool cho cobot hàn Jasic
Calib tool là bước thiết lập chính xác tâm làm việc của mỏ hàn, còn gọi là TCP – Tool Center Point. Đây là bước bắt buộc trước khi lập trình đường hàn vì TCP quyết định vị trí thực tế của đầu mỏ hàn so với hệ tọa độ của cobot.
Nếu calib tool không chính xác, cobot có thể chạy đúng chương trình trên phần mềm nhưng mỏ hàn lại lệch so với vị trí thực tế trên phôi. Hậu quả thường gặp là hàn lệch đường, sai góc mỏ, mối hàn không đều, tăng nguy cơ va chạm hoặc phải sửa lại sản phẩm sau hàn.
4.1. Cần chuẩn bị gì trước khi calib tool?
Trước khi calib tool, người vận hành cần chuẩn bị một đầu nhọn cố định, đặt thẳng đứng và vuông góc với mặt sàn để làm điểm calib. Khi cần thay đổi tư thế cobot, người vận hành nhấn và giữ nút tròn trên đầu cobot để kéo tay robot đến vị trí mong muốn.
Trong quá trình calib, cánh tay cobot nên cùng hướng với thân cobot và thẳng với vị trí cắm giắc tín hiệu. Cách bố trí này giúp thao tác calib ổn định và hạn chế sai lệch khi xác định TCP.

4.2. Các bước calib tool cobot hàn Jasic
Người vận hành thực hiện calib tool theo trình tự sau:
Bước 1: Mở mục TCP trên tay dạy
Trên giao diện tay dạy cobot, mở Teach Pendant và chọn: Configure → General → TCP. Đây là khu vực dùng để thiết lập TCP cho mỏ hàn.
Bước 2: Calib điểm số 1 để xác định trục Z
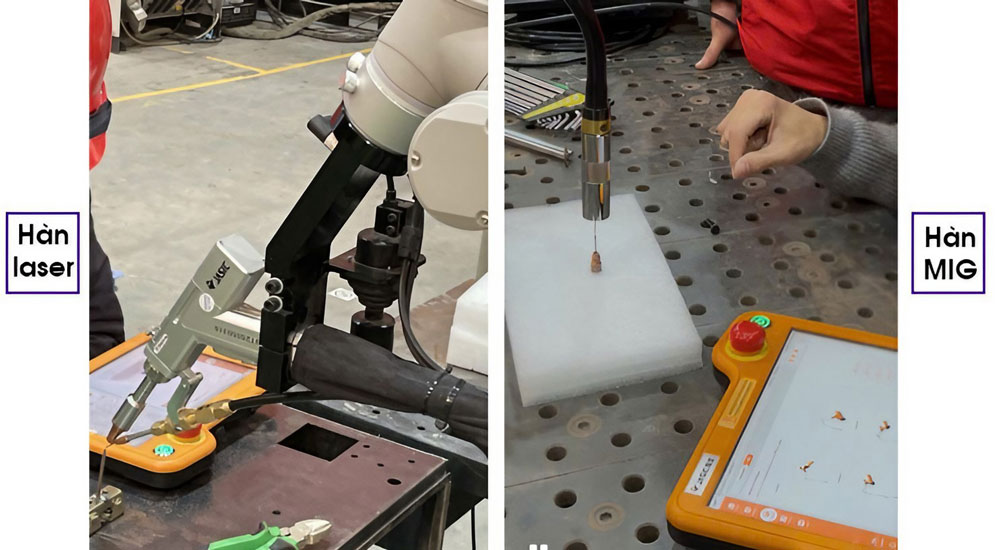
Với súng hàn MIG, điều khiển cobot để đầu mỏ súng chạm vào điểm calib, tạo thành một đường thẳng vuông góc với mặt sàn. Với súng hàn laser, phần gá súng cần tạo thành đường thẳng vuông góc với mặt sàn.
Bước 3: Lưu điểm calib thứ hai
Điều chỉnh cobot nghiêng sang trái với góc lớn hơn 30°. Khi mỏ súng chạm đúng điểm calib, chọn Save để lưu điểm thứ hai.
Bước 4: Lưu điểm calib thứ ba
Điều chỉnh cobot nghiêng sang phải với góc lớn hơn 30°. Khi mỏ súng tiếp tục chạm đúng điểm calib, chọn Save để lưu điểm thứ ba.
Bước 5: Lưu điểm calib thứ tư
Điều chỉnh cobot đẩy về phía trước. Khi mỏ súng chạm vào điểm calib, chọn Save để lưu điểm thứ tư.

Bước 6: Xác định chiều dương của trục Z
Điều chỉnh cobot để mỏ súng MIG hoặc gá súng laser vuông góc với mặt sàn. Sau đó nhấn giữ trên tay dạy để mỏ súng nâng lên theo phương thẳng đứng khoảng 10–15 cm, rồi chọn Save để hoàn tất.
Bước 7: Khởi động lại phần mềm
Sau khi hoàn tất calib, khởi động lại phần mềm trên màn hình máy tính để hệ thống nhận thiết lập TCP mới.
Bước 8: Kiểm tra bộ tinh chỉnh vị trí
Kiểm tra lại bộ tinh chỉnh trên cobot để đảm bảo hướng di chuyển đúng với thao tác điều khiển. Nếu hướng tinh chỉnh bị ngược hoặc lệch, cần kiểm tra lại TCP và cấu hình liên quan.

5. Hướng dẫn thiết lập chương trình hàn trên cobot Jasic
Sau khi hoàn tất đấu nối và calib tool, người vận hành có thể thiết lập chương trình hàn cho cobot Jasic. Phương pháp phổ biến là dẫn tay dạy điểm, tức người vận hành kéo mỏ hàn đến các vị trí cần hàn và lưu điểm để cobot tự động lặp lại quỹ đạo.
Theo thông tin sản phẩm từ Jasic, cobot JRF-C5 hỗ trợ hàn đường thẳng, đường cong, hàn góc và nhiều biên dạng hàn phức tạp. Thiết bị cũng được thiết kế theo hướng kéo tay dạy điểm, giúp giảm yêu cầu về nhân sự lập trình robot chuyên sâu.
5.1. Làm quen các bộ phận dùng khi dạy điểm
Trước khi dạy điểm, người vận hành cần làm quen với tay dạy cobot, button box, hộp Start/Stop/Dừng khẩn và bộ tinh chỉnh vị trí. Đây là các thành phần được sử dụng trực tiếp trong quá trình chọn chế độ, kéo tay cobot, lưu điểm và chạy chương trình.
Button box thường dùng để chuyển chế độ dạy điểm như Line, Circle hoặc Safe. Hộp vận hành dùng để bắt đầu, dừng hoặc ngắt khẩn cấp chương trình khi cần thiết.
5.2. Thiết lập chương trình hàn đường thẳng
Đường hàn thẳng là dạng chương trình cơ bản nhất khi sử dụng cobot hàn Jasic. Người vận hành cần xác định điểm bắt đầu, điểm kết thúc và điểm an toàn để cobot thực hiện đúng quỹ đạo.
Bước 1: Xác định điểm bắt đầu đường hàn
Nhấn nút Mode cho đến khi đèn chế độ Line sáng. Sau đó nhấn giữ nút tròn trên đầu cobot và kéo mỏ súng đến vị trí bắt đầu đường hàn. Nếu cần căn chỉnh nhỏ, có thể sử dụng bộ tinh chỉnh vị trí để đưa mỏ hàn vào đúng điểm.
Bước 2: Lưu điểm bắt đầu
Khi mỏ hàn đã ở đúng vị trí bắt đầu, nhấn Save để lưu điểm. Điểm này sẽ là vị trí cobot bắt đầu phát sinh đường hàn.
Bước 3: Xác định điểm kết thúc đường hàn
Kéo mỏ súng đến vị trí kết thúc của đường hàn. Khi mỏ hàn đã đúng vị trí, nhấn Save để lưu điểm kết thúc.
Bước 4: Thiết lập điểm an toàn
Nhấn Mode đến khi đèn chế độ Safe sáng. Kéo mỏ súng đến vị trí an toàn mong muốn và nhấn Save. Điểm an toàn là nơi mỏ hàn quay về sau khi hoàn thành chương trình.
Bước 5: Chạy chương trình hàn
Tại hộp điều khiển, nhấn Start để bắt đầu chương trình hàn. Trong quá trình chạy, có thể nhấn Stop hoặc nút Dừng khẩn cấp nếu phát hiện sai lệch, va chạm, lỗi phôi hoặc tình huống không an toàn.
5.3. Thiết lập chương trình hàn đường cong
Đường hàn cong cần nhiều điểm hơn đường hàn thẳng để cobot xác định quỹ đạo chính xác. Với cobot hàn Jasic, người vận hành chuyển chế độ từ Line sang Circle, sau đó xác định và lưu 3 điểm chính của đường cong.
Ba điểm cần lưu gồm:
- Điểm bắt đầu: Xác định vị trí cobot bắt đầu hàn
- Điểm giữa: Giúp hệ thống nhận diện độ cong của đường hàn
- Điểm kết thúc: Xác định vị trí cobot kết thúc đường hàn
Một chương trình hàn có thể kết hợp nhiều đường thẳng và đường cong liên tiếp. Cách kết hợp này phù hợp với các chi tiết cơ khí có hình dạng phức tạp hơn như khung, gá, gân tăng cứng, chi tiết uốn hoặc cụm kết cấu có nhiều đoạn nối.
6. Cách kiểm tra chương trình trước khi hàn thật
Trước khi hàn thật, người vận hành nên chạy thử chương trình ở chế độ không phát hồ quang hoặc chạy chậm để kiểm tra quỹ đạo. Bước này giúp phát hiện sớm lỗi dạy điểm, sai TCP, vướng dây, sai điểm an toàn hoặc nguy cơ va chạm với đồ gá.
Checklist kiểm tra trước khi hàn thật:
| Hạng mục kiểm tra | Mục đích |
| TCP đã calib đúng | Tránh hàn lệch đường |
| Mỏ hàn đúng góc | Đảm bảo hình dạng mối hàn |
| Dây hàn không vướng | Tránh kéo căng hoặc mắc vào cobot |
| Phôi được gá chắc | Giữ đường hàn ổn định |
| Điểm Safe đủ an toàn | Tránh va chạm sau khi hàn |
| Tốc độ chạy phù hợp | Tránh cháy cạnh hoặc thiếu ngấu |
| Dòng hàn/điện áp đúng | Đảm bảo chất lượng mối hàn |
| Nút dừng khẩn hoạt động | Đảm bảo an toàn vận hành |
Sau khi chạy thử ổn định, người vận hành mới nên bật hồ quang và tiến hành hàn thật. Với sản phẩm mới, nên hàn thử trên mẫu trước khi đưa vào sản xuất hàng loạt.
7. Lỗi thường gặp khi sử dụng cobot hàn Jasic
Khi sử dụng cobot hàn Jasic, các lỗi phổ biến thường liên quan đến TCP, điểm dạy, đồ gá, thông số hàn, dây tín hiệu hoặc thao tác vận hành. Việc nhận diện đúng nguyên nhân giúp người vận hành xử lý nhanh và tránh ảnh hưởng đến tiến độ sản xuất.
| Lỗi thường gặp | Nguyên nhân có thể | Cách xử lý |
| Cobot hàn lệch đường | Calib TCP sai, phôi gá lệch | Calib lại TCP, kiểm tra đồ gá |
| Mỏ hàn va vào phôi | Điểm dạy quá sát, điểm Safe chưa hợp lý | Dạy lại điểm, tăng khoảng cách an toàn |
| Mối hàn không đều | Tốc độ, dòng hàn hoặc góc mỏ chưa phù hợp | Điều chỉnh thông số hàn và góc súng |
| Không chạy chương trình | Sai kết nối, lỗi tín hiệu, chưa chọn đúng chế độ | Kiểm tra dây tín hiệu, tủ điều khiển và button box |
| Đường cong không đúng | Thiếu điểm giữa hoặc điểm giữa chưa đúng | Dạy lại 3 điểm đường cong |
| Cobot dừng bất thường | Va chạm, dây vướng, kích hoạt bảo vệ | Kiểm tra vùng làm việc và reset theo hướng dẫn |
Trong thực tế, lỗi hàn lệch thường không chỉ đến từ cobot mà còn đến từ phôi không ổn định, đồ gá chưa chuẩn hoặc thao tác dạy điểm chưa chính xác. Vì vậy, cần kiểm tra cả hệ thống thay vì chỉ chỉnh phần mềm.
8. Lưu ý để vận hành cobot hàn Jasic hiệu quả hơn
Để quá trình sử dụng cobot hàn Jasic hoạt động ổn định, doanh nghiệp cần chuẩn hóa cả thiết bị, phôi, đồ gá, thông số hàn và nhân sự vận hành. Cobot không chỉ là thiết bị tự động mà là một phần của quy trình hàn, vì vậy chất lượng đầu vào ảnh hưởng trực tiếp đến chất lượng mối hàn.

8.1. Chuẩn hóa đồ gá trước khi tự động hóa
- Đồ gá cần giữ phôi chắc, đúng vị trí và lặp lại ổn định giữa các sản phẩm. Nếu đồ gá sai lệch, cobot vẫn chạy đúng chương trình nhưng mối hàn thực tế có thể lệch khỏi vị trí cần hàn.
- Doanh nghiệp nên ưu tiên triển khai cobot trên các sản phẩm có tính lặp lại cao. Sau khi quy trình ổn định, có thể mở rộng sang các nhóm sản phẩm khác.
8.2. Lưu chương trình theo từng mã sản phẩm
- Mỗi mã sản phẩm nên có chương trình hàn riêng để dễ gọi lại khi sản xuất. Tên chương trình nên rõ ràng, có thể bao gồm mã sản phẩm, loại vật liệu, chiều dày hoặc kiểu mối hàn.
- Cách quản lý chương trình tốt giúp giảm sai sót khi thay đổi đơn hàng. Người vận hành cũng dễ kiểm tra lại lịch sử thiết lập nếu cần tối ưu mối hàn.
8.3. Kiểm tra định kỳ TCP và gá súng
- TCP có thể sai lệch nếu súng hàn bị va chạm, gá súng bị lỏng hoặc thay đổi đầu mỏ hàn. Vì vậy, người vận hành nên kiểm tra định kỳ TCP, đặc biệt sau khi thay súng, thay gá hoặc xảy ra va chạm.
- Gá súng cần được siết chắc và giữ đúng vị trí. Một sai lệch nhỏ ở đầu mỏ hàn có thể tạo ra sai lệch lớn trên đường hàn thực tế.
9. Câu hỏi thường gặp về cách sử dụng cobot hàn Jasic

9.1. Cobot hàn Jasic có khó sử dụng không?
Cobot hàn Jasic không khó sử dụng nếu người vận hành được hướng dẫn đúng quy trình. Thiết bị hỗ trợ thao tác kéo tay dạy điểm, giúp người dùng dễ thiết lập đường hàn hơn so với lập trình robot công nghiệp truyền thống.
9.2. Khi nào cần calib lại cobot hàn Jasic?
Cần calib lại khi thay súng hàn, thay gá súng, thay đầu mỏ, sau va chạm hoặc khi phát hiện cobot hàn lệch đường. Calib lại TCP giúp khôi phục độ chính xác giữa chương trình và vị trí thực tế.
9.3. Cobot hàn Jasic có hàn được đường cong không?
Có. Cobot hàn Jasic có thể thiết lập đường hàn cong bằng chế độ Circle, trong đó người vận hành lưu 3 điểm gồm điểm bắt đầu, điểm giữa và điểm kết thúc. Jasic cũng công bố cobot JRF-C5 hỗ trợ hàn đường thẳng, đường cong, hàn góc và nhiều biên dạng hàn phức tạp.
9.4. Cobot hàn Jasic có dùng được với nguồn hàn có sẵn không?
Có thể, tùy cấu hình và khả năng tương thích của nguồn hàn. Theo nội dung bạn cung cấp, phiên bản cánh tay cobot Jasic có thể tương thích với nhiều nguồn hàn laser và MIG/MAG từ các thương hiệu như Jasic, Megmeet, OTC, Panasonic.
9.5. Vì sao cobot hàn đúng chương trình nhưng mối hàn vẫn bị lệch?
Nguyên nhân thường gặp là TCP calib chưa đúng, phôi gá lệch, đồ gá không ổn định hoặc đầu mỏ hàn bị thay đổi vị trí. Cần kiểm tra lại cả TCP, đồ gá, vị trí phôi và điểm dạy trong chương trình.
Sử dụng cobot hàn Jasic đúng kỹ thuật cần thực hiện theo quy trình gồm kiểm tra thiết bị, đấu nối hệ thống, calib tool, dạy điểm đường hàn, chạy thử và kiểm tra chất lượng mối hàn. Trong đó, calib tool và thao tác dạy điểm là hai bước quan trọng nhất vì ảnh hưởng trực tiếp đến độ chính xác của đường hàn.
Với khả năng kéo tay dạy điểm, hỗ trợ hàn đường thẳng, đường cong, hàn góc và tương thích với nhiều nguồn hàn, cobot hàn Jasic là giải pháp phù hợp cho các xưởng cơ khí muốn tự động hóa công đoạn hàn theo hướng linh hoạt. Doanh nghiệp nên nắm vững hướng dẫn sử dụng cobot hàn Jasic để khai thác thiết bị ổn định, an toàn và hiệu quả hơn trong sản xuất thực tế.