Kinh nghiệm hay
Hàn TIG là gì và những thông tin không nên bỏ qua
Hàn TIG là gì? Hàn TIG khác hàn MIG như thế nào? Khi nào sử dụng hàn TIG và hàn MIG? Cùng theo dõi bài viết sau để biết chi tiết nhé!
1. Hàn TIG là gì? Tổng quan về hàn TIG
Hàn TIG là một trong những phương pháp hàn hồ quang được đánh giá cao về chất lượng mối hàn, đặc biệt trong các ứng dụng yêu cầu độ chính xác, độ ngấu và tính thẩm mỹ cao. So với các phương pháp hàn phổ biến khác như hàn que hay hàn MIG, hàn TIG cho phép người thợ kiểm soát hồ quang và vũng hàn tốt hơn, từ đó tạo ra mối hàn sạch, ít khuyết tật và ổn định.
Để hiểu rõ vì sao hàn TIG được ứng dụng rộng rãi trong gia công inox, nhôm, kim loại màu và các chi tiết kỹ thuật cao, cần lần lượt phân tích khái niệm, đặc điểm, nguyên lý hoạt động, ứng dụng cũng như ưu – nhược điểm của phương pháp hàn này.
1.1. Hàn TIG là gì?
Hàn TIG (Tungsten Inert Gas) là phương pháp hàn hồ quang sử dụng điện cực vonfram (tungsten) không nóng chảy, làm việc trong môi trường khí bảo vệ trơ. Trong tiêu chuẩn quốc tế, phương pháp này còn được gọi là GTAW (Gas Tungsten Arc Welding), hoặc quen thuộc hơn với tên hàn Argon, hàn WIG.
Trong quá trình hàn TIG, hồ quang điện được hình thành giữa điện cực vonfram và vật hàn. Khí bảo vệ (phổ biến nhất là Argon, ngoài ra có thể dùng Heli hoặc các hỗn hợp khí như Argon + Heli, Argon + Hydro…) có nhiệm vụ bảo vệ vùng hồ quang và vũng hàn, ngăn kim loại nóng chảy tiếp xúc với không khí, từ đó hạn chế oxy hóa và khuyết tật mối hàn.
Tùy yêu cầu công nghệ, hàn TIG có thể sử dụng hoặc không sử dụng que đắp, cho phép kiểm soát chính xác hình dạng và chất lượng mối hàn.

1.2. Nguyên lý hàn TIG
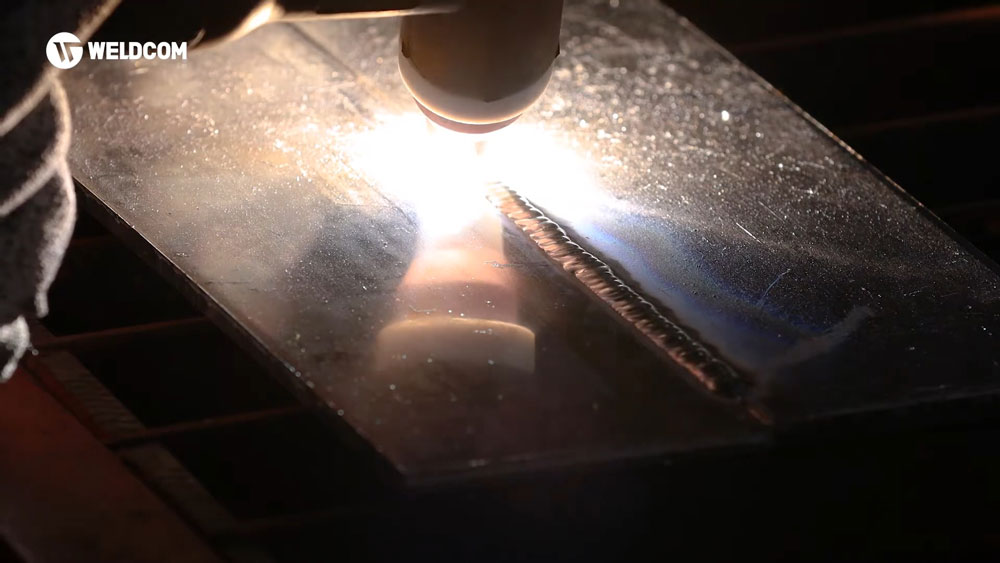
Sau khi nắm được khái niệm hàn TIG là gì, tiếp theo sẽ là nguyên lý hàn TIG. Hàn TIG dựa trên hồ quang điện sinh ra giữa điện cực vonfram (không nóng chảy) và vật hàn trong môi trường khí bảo vệ trơ. Cụ thể, quá trình hàn TIG diễn ra theo các bước cơ bản sau:
Tạo hồ quang điện: Khi dòng điện đi qua điện cực vonfram, hồ quang hình thành giữa đầu điện cực và bề mặt vật hàn. Hồ quang này tạo ra nhiệt lượng rất lớn, đủ để làm nóng chảy kim loại tại vị trí hàn.
Bảo vệ vùng hàn bằng khí trơ: Khí bảo vệ (thường là Argon hoặc hỗn hợp Argon – Heli) được cấp liên tục quanh hồ quang và vũng hàn. Lớp khí này có nhiệm vụ:
- Ngăn kim loại nóng chảy tiếp xúc với không khí
- Hạn chế oxy hóa và nhiễm tạp chất
- Giữ cho hồ quang ổn định
Hình thành vũng hàn: Dưới tác dụng của nhiệt hồ quang, kim loại cơ bản nóng chảy tạo thành vũng hàn. Người thợ có thể kiểm soát trực tiếp kích thước và hình dạng vũng hàn thông qua dòng điện và thao tác mỏ hàn.
Bù vật liệu (nếu cần):
- Trong trường hợp cần bổ sung kim loại, que đắp được đưa vào vũng hàn. Que đắp sẽ nóng chảy nhờ nhiệt hồ quang và hòa vào kim loại cơ bản để tạo mối hàn hoàn chỉnh.
- Với một số mối hàn mỏng hoặc yêu cầu thẩm mỹ cao, hàn TIG có thể thực hiện mà không cần que đắp.
Kiểm soát chất lượng mối hàn: Do điện cực không bị nóng chảy và không sử dụng thuốc hàn, mối hàn TIG:
- Không tạo xỉ
- Ít bắn tóe
- Dễ kiểm soát độ ngấu và biên dạng
Chính khả năng kiểm soát nhiệt và hồ quang này là cốt lõi của nguyên lý hàn TIG, giúp phương pháp này đạt chất lượng mối hàn cao hơn so với nhiều phương pháp hàn hồ quang khác.
1.3. Đặc điểm của phương pháp hàn TIG
So với nhiều phương pháp hàn hồ quang khác, hàn TIG có những đặc điểm kỹ thuật nổi bật:
- Điện cực không nóng chảy, không bị tiêu hao trong quá trình hàn
- Không tạo xỉ, do không sử dụng thuốc hàn
- Hồ quang và vũng hàn dễ quan sát, thuận lợi cho việc điều khiển
- Nguồn nhiệt tập trung, nhiệt độ cao, kiểm soát tốt vùng ảnh hưởng nhiệt
- Dải dòng hàn rộng, có thể điều chỉnh từ vài ampe đến vài trăm ampe
Nhờ những đặc điểm này, hàn TIG cho phép tạo ra mối hàn sạch, ít bắn tóe, hình dạng đẹp, đồng thời dễ kiểm soát độ ngấu và biên dạng mối hàn.
Tham khảo: Bảng giá máy hàn TIG inox
1.4. Ứng dụng của hàn TIG trong sản xuất
Nhờ khả năng kiểm soát hồ quang chính xác, mối hàn sạch đẹp và ổn định, hàn TIG được ứng dụng rộng rãi trong nhiều lĩnh vực yêu cầu cao về chất lượng, độ bền và tính thẩm mỹ của mối hàn. Dưới đây là các nhóm ứng dụng tiêu biểu của phương pháp hàn này:
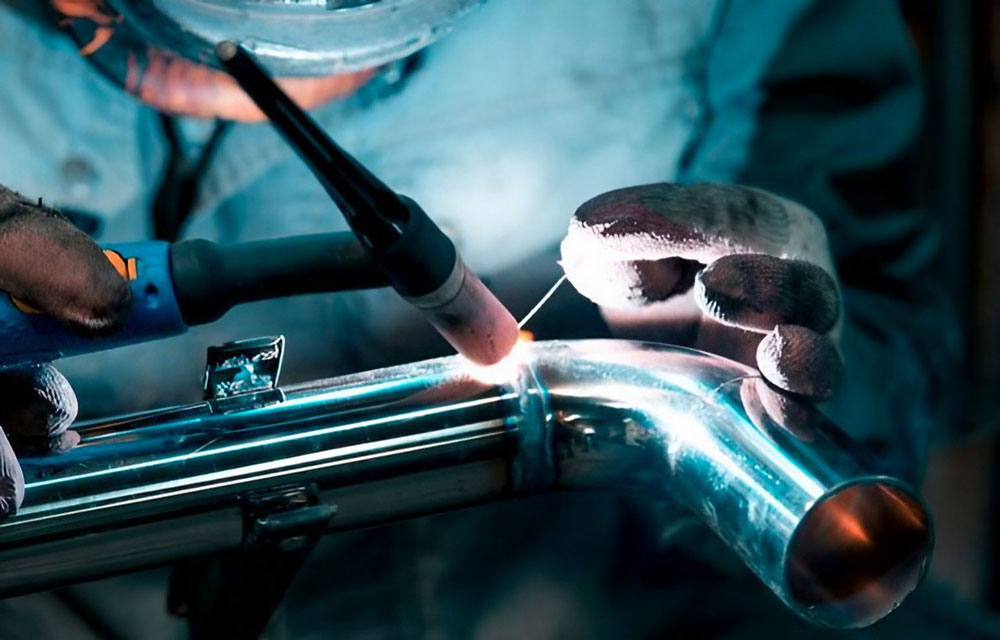
Gia công inox và kim loại mỏng: Hàn TIG đặc biệt phù hợp với inox, thép không gỉ và các vật liệu mỏng nhờ khả năng kiểm soát nhiệt tốt, hạn chế cháy thủng và biến dạng. Phương pháp này được sử dụng nhiều trong:
- Bàn ghế inox, lan can, cầu thang
- Tủ bếp, thiết bị bếp công nghiệp
- Đường ống inox mỏng, ống trang trí
Hàn nhôm và hợp kim nhôm: Với chế độ TIG AC, hàn TIG là giải pháp hiệu quả cho nhôm và hợp kim nhôm – nhóm vật liệu khó hàn do lớp oxit bề mặt. Ứng dụng phổ biến gồm:
- Khung nhôm, nhôm định hình
- Bồn bể nhôm, thùng chứa
- Chi tiết nhôm trong cơ khí chính xác

Ngành thực phẩm, y tế và thiết bị áp lực: Hàn TIG cho mối hàn sạch, không xỉ, ít bắn tóe, rất phù hợp với các ngành có yêu cầu vệ sinh và an toàn cao:
- Thiết bị chế biến thực phẩm
- Đường ống inox cho nhà máy bia, sữa, dược phẩm
- Bình áp lực, bồn chứa, thiết bị y tế
Cơ khí chính xác và chế tạo khuôn mẫu: Trong các chi tiết yêu cầu độ chính xác cao, mối hàn nhỏ và đẹp, hàn TIG được ưu tiên sử dụng:
- Chi tiết máy, vỏ máy, linh kiện cơ khí
- Khuôn mẫu, chi tiết sửa chữa tinh
- Hàn vá, phục hồi các chi tiết bị mòn hoặc nứt nhỏ
Ngành điện lạnh, điện tử và thiết bị dân dụng: Hàn TIG thường được dùng cho các chi tiết mỏng, yêu cầu mối hàn kín và đẹp:
- Ống đồng, ống dẫn gas
- Vỏ máy lạnh, máy điều hòa
- Linh kiện kim loại trong thiết bị điện – điện tử
Công nghiệp đóng tàu, dầu khí và hàng không: Với các mối hàn yêu cầu độ tin cậy cao, chịu áp lực và môi trường khắc nghiệt, hàn TIG đóng vai trò quan trọng:
- Hàn ống dẫn dầu, dẫn khí
- Hàn chi tiết kết cấu trong đóng tàu
- Các chi tiết đặc biệt trong hàng không – vũ trụ
Sửa chữa, phục chế chi tiết kỹ thuật cao: Nhờ khả năng điều khiển chính xác và linh hoạt, hàn TIG rất phù hợp cho công việc sửa chữa:
- Phục hồi chi tiết nhôm, inox, magie
- Hàn các vị trí khó, góc hẹp
- Sửa chữa chi tiết giá trị cao mà hàn MIG hoặc hàn que khó đáp ứng
1.5. Ưu điểm của hàn TIG
Phương pháp hàn TIG được đánh giá cao nhờ các ưu điểm sau:
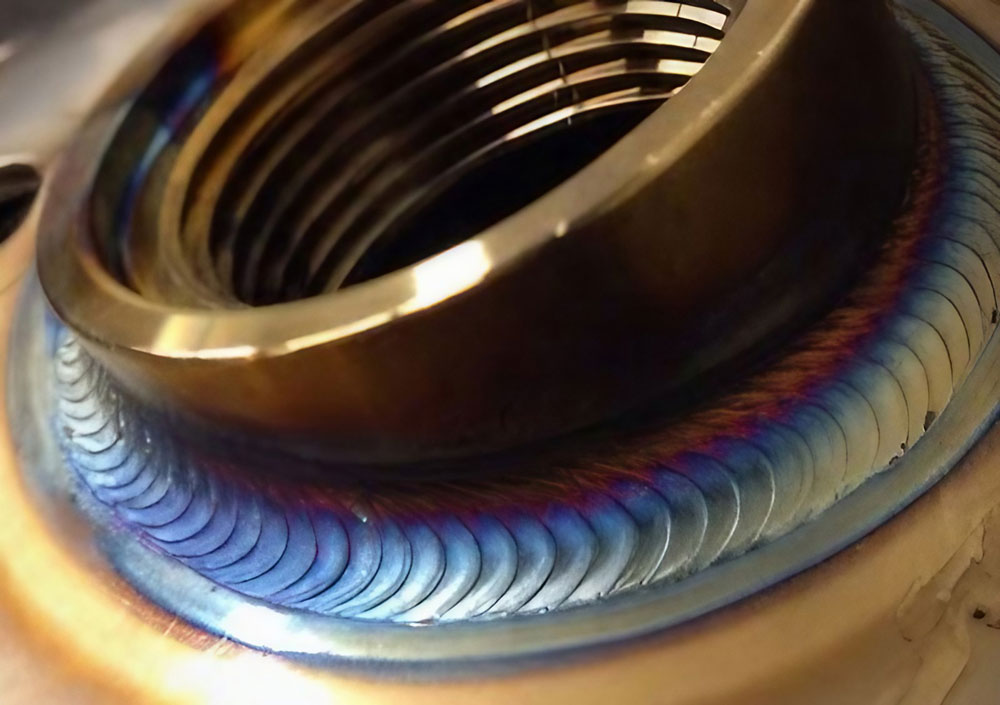
- Chất lượng mối hàn vượt trội, tính thẩm mỹ cao: Mối hàn TIG sạch, sáng, đều, gần như không có xỉ và rất ít bắn tóe. Người thợ có thể kiểm soát chính xác hình dạng vũng hàn, độ ngấu và bề mặt mối hàn, đặc biệt phù hợp với các chi tiết yêu cầu cao về thẩm mỹ như inox, nhôm, chi tiết mỏng hoặc sản phẩm hoàn thiện.
- Kiểm soát nhiệt chính xác, hàn tốt vật liệu mỏng: Hàn TIG cho phép điều chỉnh dòng hàn trong dải rất rộng, từ vài ampe đến hàng trăm ampe. Nhờ đó, quá trình cấp nhiệt được kiểm soát tốt, hạn chế cháy thủng và biến dạng – một ưu điểm lớn khi hàn vật liệu mỏng, ống thành mỏng hoặc các chi tiết chính xác.
- Hàn được nhiều loại kim loại và hợp kim khó: Hàn TIG có thể áp dụng cho hầu hết các kim loại và hợp kim quan trọng trong công nghiệp như thép carbon, thép không gỉ (inox), nhôm, đồng, magie, niken và các hợp kim đặc biệt. Với nhôm và magie, TIG (đặc biệt là TIG AC) gần như là lựa chọn tiêu chuẩn nhờ khả năng phá lớp oxit hiệu quả.
- Không sử dụng thuốc hàn, không tạo xỉ: Do không dùng que hàn bọc thuốc như hàn que, hàn TIG không tạo xỉ, giúp mối hàn sạch ngay sau khi hoàn thiện, giảm công đoạn làm sạch và kiểm tra sau hàn. Điều này đặc biệt quan trọng trong các ngành như thực phẩm, y tế, thiết bị áp lực và đường ống inox.
- Dễ quan sát và kiểm soát quá trình hàn: Hồ quang TIG ổn định, vũng hàn rõ ràng, giúp thợ hàn dễ quan sát và điều chỉnh thao tác trong suốt quá trình làm việc. Đây là lợi thế lớn khi thực hiện các mối hàn khó, góc hẹp hoặc chi tiết có hình dạng phức tạp.
- Linh hoạt trong việc sử dụng que bù: Hàn TIG có thể thực hiện có hoặc không sử dụng que đắp, tùy theo yêu cầu kết cấu mối hàn. Điều này giúp người thợ linh hoạt xử lý các mối ghép chính xác, mối hàn mỏng hoặc hàn vá, sửa chữa chi tiết.
- Phù hợp cho các ứng dụng yêu cầu kỹ thuật cao: Nhờ những ưu điểm trên, hàn TIG được ưu tiên sử dụng trong các lĩnh vực đòi hỏi độ chính xác và độ tin cậy cao như: thiết bị áp lực, đường ống dẫn khí – dầu, công nghiệp thực phẩm, y tế, hàng không, điện tử và các chi tiết máy chính xác.
Đây là lý do hàn TIG thường được lựa chọn cho các chi tiết yêu cầu độ chính xác và thẩm mỹ cao.
1.6. Nhược điểm của hàn TIG
Bên cạnh ưu điểm, hàn TIG cũng tồn tại một số hạn chế cần lưu ý:
- Năng suất thấp hơn so với MIG hoặc hàn laser
- Phụ thuộc nhiều vào tay nghề thợ hàn
- Chi phí đầu tư và vận hành cao hơn, do thiết bị và vật tư chuyên dụng
Trong các bài toán cần năng suất cao, doanh nghiệp thường cân nhắc các giải pháp thay thế như hàn MIG hoặc hàn laser.
1.7. Các loại vật liệu có thể hàn bằng TIG
Hàn TIG có khả năng ứng dụng trên nhiều loại kim loại và hợp kim, bao gồm:
- Thép carbon thấp, thép không gỉ (inox)
- Nhôm và hợp kim nhôm
- Đồng và hợp kim đồng
- Magie, niken và các hợp kim đặc biệt
- Một số loại gang hợp kim và hợp kim kẽm
Nhờ phạm vi vật liệu rộng, hàn TIG vẫn giữ vai trò quan trọng trong nhiều ngành cơ khí chính xác.
2. Hàn MIG và hàn TIG khác nhau như thế nào?

Hàn TIG và hàn MIG đều là các phương pháp hàn hồ quang trong môi trường khí bảo vệ, nhưng khác nhau rõ rệt về nguyên lý, năng suất và phạm vi ứng dụng. Bảng dưới đây giúp bạn nhìn rõ sự khác biệt để lựa chọn đúng phương pháp hàn theo nhu cầu thực tế.
| Tiêu chí so sánh | Hàn TIG (GTAW) | Hàn MIG (GMAW/MAG) |
| Điện cực | Điện cực không nóng chảy (Tungsten) | Dây hàn nóng chảy, cấp liên tục |
| Vật liệu bổ sung | Que bù rời (có thể dùng hoặc không) | Dây hàn tự động, vừa là điện cực vừa là vật liệu bù |
| Khí bảo vệ | Argon, Heli hoặc hỗn hợp | Argon, CO₂ hoặc hỗn hợp Ar + CO₂ |
| Khả năng kiểm soát mối hàn | Rất cao, kiểm soát chính xác vũng hàn | Tốt, nhưng kém linh hoạt hơn TIG |
| Tính thẩm mỹ mối hàn | Rất đẹp, mịn, sạch, không xỉ | Đẹp, đều, có thể bắn tóe nhẹ |
| Năng suất | Thấp – trung bình | Cao, nhanh hơn TIG nhiều lần |
| Yêu cầu tay nghề | Cao, cần thợ có kỹ năng | Dễ học hơn, ít phụ thuộc tay nghề |
| Hàn vật liệu mỏng | Rất phù hợp | Khó kiểm soát hơn TIG |
| Hàn vật liệu dày | Có thể, nhưng năng suất thấp | Rất phù hợp, hiệu quả cao |
| Khả năng tự động hóa | Có (TIG tự động, TIG orbital) | Rất tốt (bán tự động, robot) |
| Môi trường làm việc | Phù hợp trong xưởng, chi tiết chính xác | Không phù hợp ngoài trời (ảnh hưởng khí) |
| Ứng dụng tiêu biểu | Inox, nhôm, chi tiết chính xác, y tế | Kết cấu thép, khung, sản xuất hàng loạt |
3. Nên chọn hàn TIG hay hàn MIG?
Việc lựa chọn máy hàn TIG hay máy hàn MIG không phụ thuộc vào phương pháp “tốt hơn”, mà phụ thuộc vào mục tiêu sản xuất:

Nên chọn hàn TIG khi:
- Hàn inox, nhôm mỏng, chi tiết yêu cầu thẩm mỹ cao
- Cần kiểm soát mối hàn chính xác
- Sản phẩm đơn chiếc, không chạy số lượng lớn
Nên chọn hàn MIG khi:
- Gia công khung thép, kết cấu, sản xuất lặp lại
- Ưu tiên năng suất và tốc độ hàn
- Muốn giảm phụ thuộc tay nghề thợ
- Có nhu cầu tự động hóa hoặc robot hàn
Trong thực tế, nhiều xưởng cơ khí kết hợp cả hàn TIG và hàn MIG để tối ưu chất lượng – năng suất – chi phí cho từng công đoạn.
Với những thông tin trên đây, mong rằng bài viết giúp bạn nắm rõ hàn TIG là gì, khác gì so với hàn MIG cũng như bạn có thể lựa chọn đúng công nghệ hàn, tối ưu hiệu quả sản xuất và chất lượng sản phẩm trong thực tế.