Kinh nghiệm hay
Khí Argon hàn TIG và những thông tin cần biết
Khí Argon hàn TIG là yếu tố quan trọng giúp tạo ra mối hàn đẹp, chắc chắn và không bị oxy hóa. Nhờ đặc tính trơ và tinh khiết cao, Argon được ứng dụng rộng rãi trong hàn inox, nhôm, titan và nhiều vật liệu khác.
1. Khí Argon là gì?
Argon là một loại khí trơ (không màu, không mùi, không vị, không độc hại) chiếm khoảng 0,93% thể tích không khí trong tự nhiên. Đây là nguyên tố thuộc nhóm khí hiếm, có tính hóa học ổn định, hầu như không phản ứng với các chất khác.
Một số tính chất nổi bật của khí Argon hàn TIG:
- Tỷ trọng: nặng hơn không khí → Dễ tạo lớp bảo vệ quanh vùng hàn.
- Không cháy, không duy trì sự cháy → An toàn khi sử dụng.
- Tinh khiết cao (≥ 99,9%) khi dùng cho hàn TIG để tránh lẫn tạp chất.

Vì sao dùng khí Argon hàn TIG thay vì Oxy, CO₂…?
- Nếu dùng oxy → Kim loại bị oxy hóa, mối hàn giòn, nhanh hỏng.
- Nếu dùng CO₂ → Rẻ hơn nhưng dễ gây bắn tóe, mối hàn xấu.
- Khí Argon thì trơ hoàn toàn → Bảo vệ mối hàn sạch, đẹp, chắc chắn.
Chính nhờ tính trơ, tinh khiết và ổn định, Argon trở thành khí bảo vệ lý tưởng trong công nghệ hàn TIG, giúp ngăn chặn oxy và nitơ xâm nhập vào vùng hàn.
Tham khảo: Máy hàn TIG nhôm
2. Nguyên lý hoạt động của hàn TIG với khí Argon
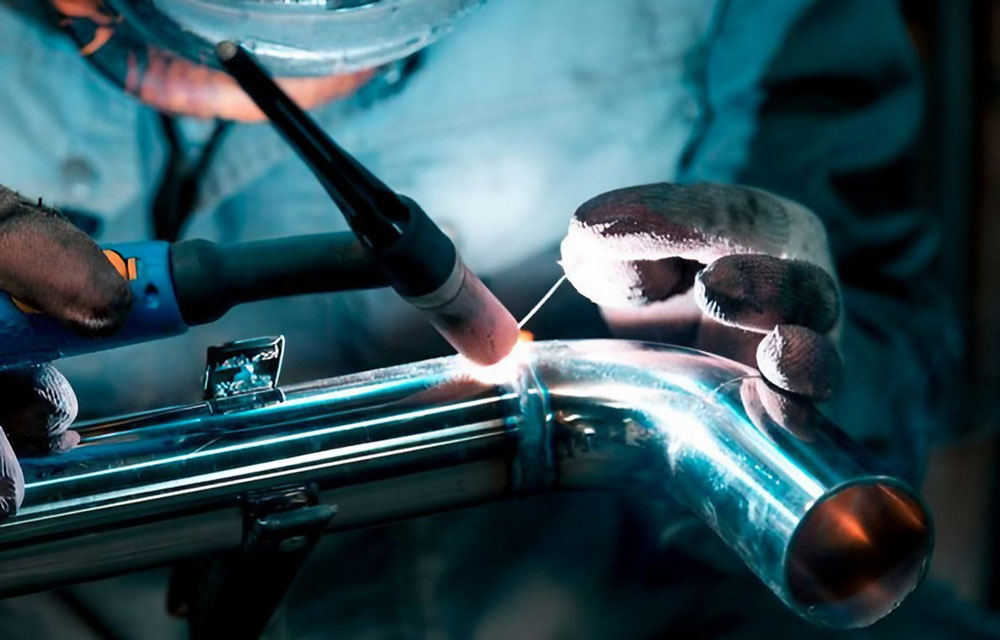
Hàn TIG là phương pháp hàn điện nóng chảy, trong đó điện cực tungsten không bị chảy mà chỉ tạo hồ quang để nung nóng kim loại. Khi kim loại đạt đến nhiệt độ chảy, nó sẽ kết dính lại thành mối hàn.
Trong quá trình máy hàn TIG hoạt động, khí Argon được thổi ra liên tục quanh vùng hàn. Tác dụng chính của khí Argon hàn TIG là:
- Bảo vệ vùng hàn khỏi không khí: Nếu không có Argon, oxy và nitơ trong không khí sẽ xâm nhập, làm mối hàn bị đen, rỗ khí hoặc giòn. Argon tạo thành một lớp khí trơ bao phủ, giống như chiếc “màng chắn” vô hình.
- Ổn định hồ quang: Khí Argon dẫn điện tốt, giúp hồ quang cháy đều, dễ khởi động và duy trì ổn định trong suốt quá trình hàn.
- Giữ mối hàn sáng và đẹp: Nhờ lớp bảo vệ này, bề mặt kim loại nóng chảy không bị oxy hóa, kết quả là mối hàn có độ sáng bóng, thẩm mỹ cao và bền chắc.
Tìm hiểu: Các phương pháp hàn kim loại hiện nay
3. Ưu điểm khi dùng khí Argon hàn TIG
Khí Argon được xem là lựa chọn hàng đầu cho hàn TIG vì mang lại nhiều lợi ích vượt trội so với các loại khí khác. Đây là những ưu điểm nổi bật:
- Mối hàn sáng, đẹp và bền chắc: Khí Argon là khí trơ, không tham gia phản ứng hóa học. Nhờ đó, kim loại nóng chảy không bị oxy hóa hay lẫn tạp chất. Mối hàn sau khi hoàn thành có bề mặt sáng bóng, liền lạc và đạt tính thẩm mỹ cao.
- Hạn chế bắn tóe và làm sạch sau hàn: Khi dùng khí Argon, hồ quang cháy ổn định, không tạo ra nhiều tia bắn tóe như khi hàn bằng CO₂. Điều này giúp tiết kiệm thời gian và công sức trong khâu hoàn thiện bề mặt.
- Thích hợp cho kim loại dễ oxy hóa: Inox, nhôm và titan là những vật liệu rất dễ bị oxy hóa trong quá trình hàn. Khí Argon hàn TIG giúp bảo vệ tối đa, đảm bảo mối hàn không bị rỗ khí hay nứt gãy.
- Dễ kiểm soát quá trình hàn: Với hồ quang ổn định, người thợ hàn có thể điều chỉnh tốc độ và hướng hàn chính xác hơn. Điều này đặc biệt quan trọng khi hàn các chi tiết mỏng, nhỏ hoặc cần độ tinh xảo.
- Ứng dụng đa dạng: Khí Argon có thể dùng cho hàn thủ công, bán tự động hay tự động, phù hợp với cả sản xuất công nghiệp và gia công cơ khí dân dụng.

4. Nhược điểm và hạn chế khi dùng khí Argon trong hàn TIG
Mặc dù mang lại nhiều ưu điểm vượt trội, việc sử dụng khí Argon hàn TIG cũng tồn tại một số hạn chế mà thợ hàn và doanh nghiệp cần lưu ý.
- Chi phí cao hơn so với khí khác: So với CO₂ hoặc hỗn hợp khí, khí Argon nguyên chất có giá thành cao hơn. Điều này có thể làm tăng chi phí sản xuất, đặc biệt khi hàn số lượng lớn.
- Yêu cầu nguồn cung ổn định: Để hàn TIG đạt chất lượng tốt, khí Argon cần có độ tinh khiết cao (≥ 99,9%). Nếu nguồn cung không đảm bảo, mối hàn sẽ dễ bị rỗ khí hoặc biến màu.
- Không hiệu quả khi dùng sai lưu lượng khí Argon hàn TIG: Nếu thổi quá ít, lớp khí bảo vệ không đủ để che chắn vùng hàn. Nếu thổi quá nhiều, luồng khí lại gây xáo trộn hồ quang, làm hỏng mối hàn. Điều này đòi hỏi người thợ phải có kỹ năng và kinh nghiệm trong việc điều chỉnh.
- Thiết bị sử dụng cần chuyên dụng: Hàn TIG với khí Argon đòi hỏi máy hàn TIG, mỏ hàn và bình khí phù hợp. Việc đầu tư ban đầu tương đối lớn so với các phương pháp hàn thông thường.

5. So sánh khí Argon hàn TIG với các loại khí hàn khác
| Loại khí | Ưu điểm | Nhược điểm | Ứng dụng thường gặp |
| Argon (Ar) |
|
|
Hàn TIG cho inox, nhôm, titan, chi tiết mỏng, yêu cầu thẩm mỹ cao |
| Oxy (O₂) |
|
|
Ít dùng trong hàn TIG, chủ yếu dùng trong cắt oxy-gas |
| CO₂ |
|
|
Hàn MIG/MAG cho thép carbon, kết cấu thông dụng |
| Hỗn hợp khí (Ar + He, Ar + CO₂, …) |
|
|
Công nghiệp nặng, hàn nhôm dày, hàn thép kết cấu |
6. Cách lựa chọn và sử dụng khí Argon chuẩn cho hàn TIG
Để có được mối hàn TIG sáng đẹp, không chỉ cần khí Argon tinh khiết mà còn phải biết cách lựa chọn và sử dụng đúng chuẩn.
Chọn độ tinh khiết của khí Argon
- Đối với hàn TIG, khí Argon cần đạt độ tinh khiết từ 99,9% trở lên.
- Nếu độ tinh khiết thấp, mối hàn dễ bị rỗ khí hoặc đổi màu.
Chọn bình khí phù hợp
- Trên thị trường có các loại bình 10L, 20L, 40L với áp suất nạp khoảng 150 – 200 bar.
- Bình 40L thường được dùng phổ biến trong công nghiệp vì chứa nhiều khí, tiết kiệm chi phí nạp lại.
Điều chỉnh lưu lượng khí Argon hàn TIG

- Lưu lượng khí Argon thường từ 6 – 12 lít/phút, tùy vào loại vật liệu và độ dày.
- Hàn chi tiết mỏng → cần lưu lượng thấp.
- Hàn vật liệu dày hoặc ngoài trời → cần lưu lượng cao hơn để chống gió lùa.
Bảo quản và sử dụng an toàn
- Đặt bình khí Argon ở nơi khô ráo, tránh ánh nắng trực tiếp.
- Khi vận chuyển cần cố định chắc chắn, không để bình bị va đập.
- Kiểm tra đầu van, dây dẫn thường xuyên để tránh rò rỉ.
Việc chọn đúng bình khí Argon chất lượng và sử dụng đúng kỹ thuật sẽ quyết định trực tiếp đến chất lượng mối hàn, đồng thời đảm bảo an toàn cho người thợ trong quá trình làm việc.
Qua bài chia sử của Jasic, có thể thấy sử dụng khí Argon hàn TIG đúng cách sẽ mang lại mối hàn bền đẹp, đảm bảo chất lượng và thẩm mỹ. Đây chính là lựa chọn tối ưu cho thợ hàn và doanh nghiệp cơ khí hiện nay.